Objective
Casting process was experiencing difficulty filling the depth of the rib section (cooling fins). The issue was due to the fact that the top of the rib section on the slide insert was freezing off the aluminum flow, prior to the cooling fin being fully molded, resulting in poor metalurgical properties as well as casted surface finish.

Solution
One of the key benefits of additive manufacturing is conformal cooling, which is the idea that you can manufacture cooling circuits to follow the profile of the molding surface. We decided that by using the same idea and / or concept we could supply heating as opposed to cooling to a specific section of the molding insert. Using this idea we developed the idea of CFM (conformal thermal management). This allows us to provide heating by supplying hot oil through a conformal circuit in order to promote material flow, and cooling to other areas of the molding insert to rapidly solidify the molded component.
So in the case example of the Air Cooled Engine Block we would add heating lines at the top of the rib section to promote material flow allowing the cooling fin to become fully molded, and we introduced an additional cooling curcuit at the base of the rib to accelerate solidification once the cooling fin had been fully molded.
First image depicts the manufacturing process for a hybrid insert design, which retains the same fit and function (mounting holes, cooling inlet and outlets) so as to create a plug and play with the original mold design. We 3D printed the top section with the conformal thermal management circuit (in this case the heating circuit).
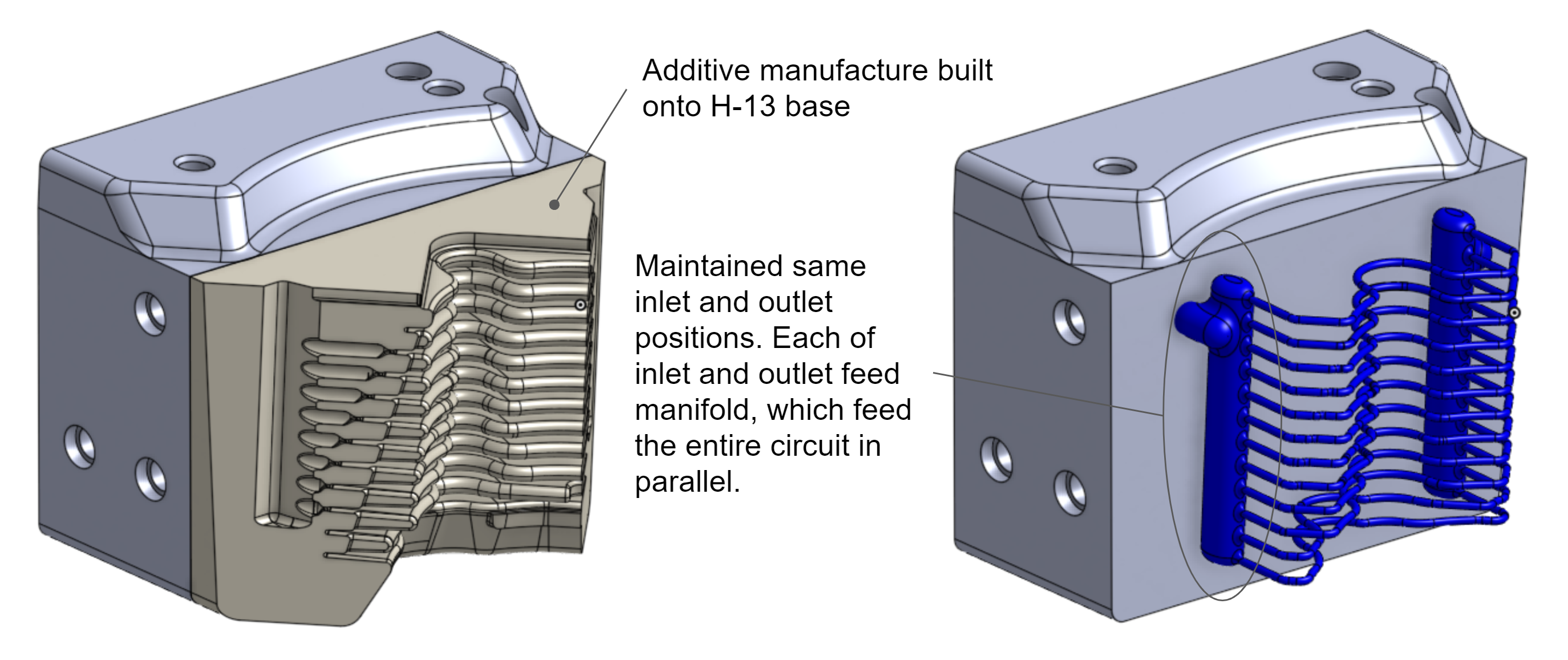
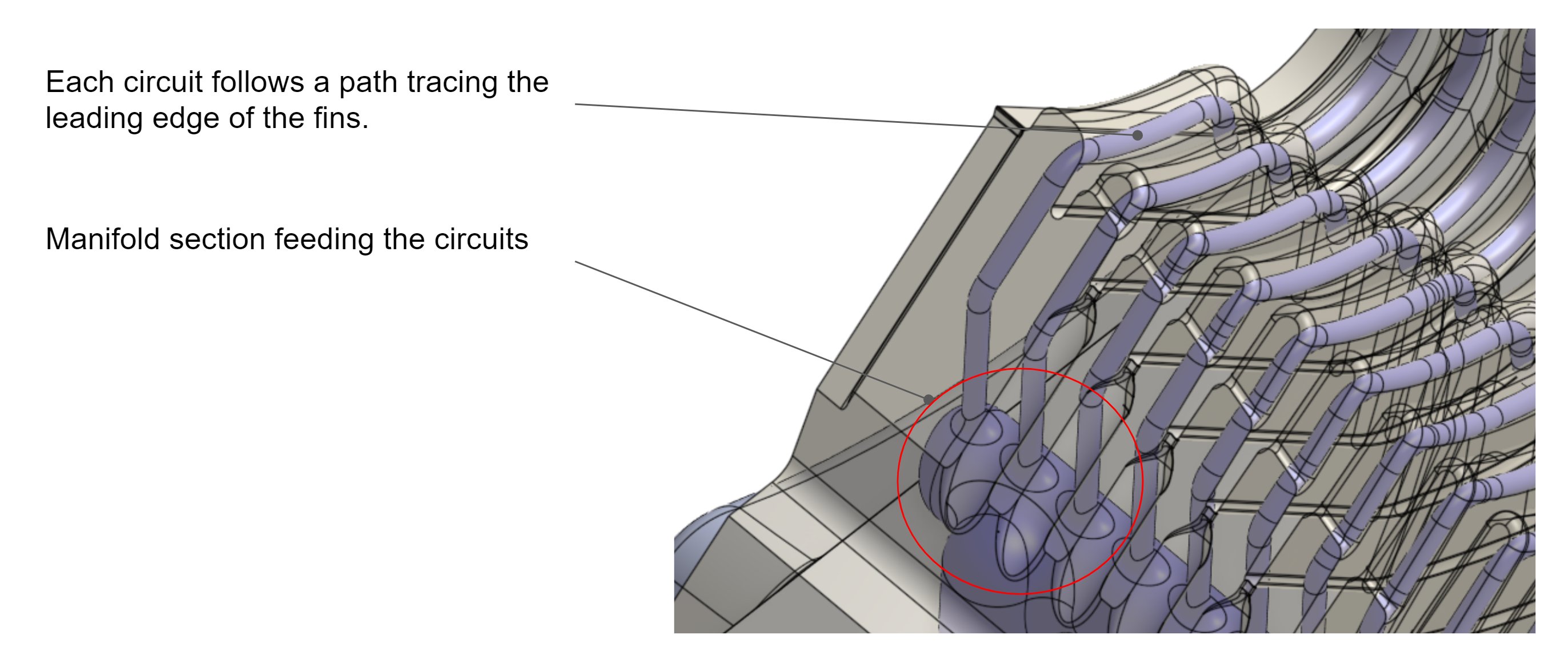
Second image depicts a close-up of the conformal circuit design. You can see clearly how the circuit follows the molding face of the insert. In addition you can see the manifold design, which feeds all circuits in a parallel thus ensuring that the tempature is consistent accross all ribs and not degraded as would be in a series configuration.
Third image shows the original heating circuit in red and the addition of the cooling circuit at the bottom of the rib section

Conclusion
Customer decided to run the mold at the prior cycle time (to maintain process control). The CTM (conformal thermal management) design was able to heat the apex of the mold rib, and cool the root of the rib as anticipated, which resulted in the elimination of scrap due to fill and surface finish related issues on the cooling fins. We anticipate that cycle time can also be reduced now that the process has been stabilized.